资讯会员登录
使用合作网站帐号登录


影响磨毛整理质量因素
影响磨毛质量的因素较多,关系复杂,如织物的组织规格、 加工工艺、磨辊上磨粒大小(砂皮目数)、砂磨辊转速、织物与砂磨辊间隙、包覆角、织物在机张力和织物的含潮量等,都会影响磨毛效果。另外,织物磨毛后其力学性能也会发生相应变化, 如柔软性增加,断裂强度和撕破强力下降等,其中最突出的是磨毛效果和织物强力下降的矛盾。
1、 磨毛织物对半制品的要求
前处理的优劣直接影响磨毛效果和织物手感,因此要求退浆净、精练透,减量率控制在1%-2%(前后一致);布面要平整,避免皱条、无针铗、布铗印;对坯布要求较高,粗纱棉结要少;染色均匀一致,无左中右、正反面及前后色差。
磨毛前织物最好能成大卷装,保证织物平整,打卷张力不能太大,以免产生缝头印;若布箱落布,则需采用烘磨联合机,以除折痕。磨毛前需进行柔软处理,可降低纤维间摩擦系数(降低纤维间的抱和力),有利于磨毛时纤维表面茸毛的形成,可采用广东创新精细化工起毛柔剂SD-3175。磨毛前应避免高温定形,否则会使织物紧密硬板,导致起绒困难,若布面有皱印,则可采用烘磨联合机或采用低温定形。
当加工深色品种时,由于在织物表层与里层的染料浓度形成梯度,一旦布面平整度差和粗经粗纬、棉结较多时,织物经磨毛后在凸处产生露白。故对深色品种可采用先磨后染工艺,有利于绒面的色泽鲜艳,正反面色差小,便于核对色光,且可防止染后再磨毛时,各种不同色号绒毛在起绒时互相沾污。对中浅色品种,则可采用先染后磨工艺,如混纺织物和有粘附倾向的织物,起绒加工宜在染后进行,否则易使织物在染色过程中因粘搭而产生较难消除的折皱,不利匀染。
2、织物组织规格的影响和对砂皮目数的要求
不同织物组织规格,其磨绒工艺条件也不同。磨毛时纬纱受到磨粒 90°的磨削,而经纱只是受到磨粒 180°的平衡作用,故纬纱断裂强度的损伤相对比经纱大。
如果平纹织物的经纬纱密度较接近,磨毛时经纬被磨削的概率相等,由于磨粒对纬纱的磨损大,宜选用粒度较细的磨粒,同时织物张力要小,使之与砂磨辊接触较轻;如果平纹织物经密高于纬密,则其磨削作用较小,而纬纱与磨粒的接触机会少,要获得较好的磨绒效果,宜选用粒度较粗的磨粒。
平纹织物的磨毛缺点是交织点易暴露;缎纹织物的结构比较松,易起毛钩丝;斜纹织物由于经纬不平, 易产生阴阳感。而纱线捻度和密度等也会影响磨毛效果。捻 度高、密度大的织物难磨毛;稀薄织物则强力损伤大并造成纬纱移动;中厚织物纬向暴露点多,磨绒效果较好(绒毛均匀浓密)。因此,不同组织规格和纱支密度的织物,应选择不同目数的砂皮,才能保证磨毛质量。
表 1 为某印染厂生产各类磨毛织物的技术参数,以供参考,表 2为一家绸缎练染厂生产单面平纹纯涤纶的参数
表 1不同组织规格的织物所选用砂皮目数
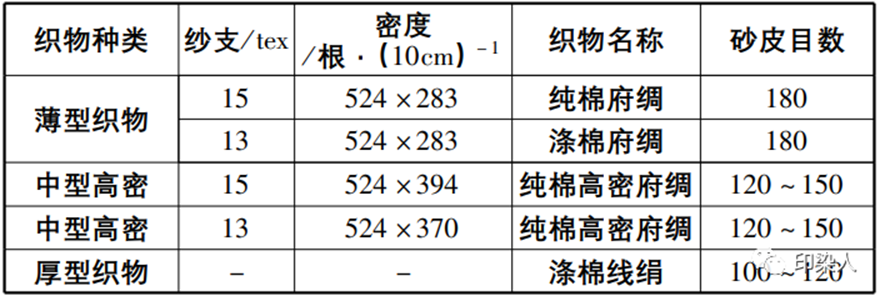
表 2不同织物密度所选用的砂皮目数
由于织物是依靠磨粒的锋刃割断纤维而产生茸毛,故在相同条件下,不同粒度的磨粒对磨毛效果影响很大。磨料粒子粗,起毛长而快,但降强大;粒子细则起毛短而密,手感好,降强小。故轻薄织物宜用高目数砂皮;粗厚织物宜用低目数砂皮。
3、磨辊速度与织物运行速度的平衡影响
4、织物张力及织物与磨辊的接触程度的影响
织物张力表示织物接触磨辊的松紧程度,接触程度则表示织物与砂磨辊接触时包覆角的大小,包覆角对织物的磨毛效果和强力有较大影响。如织物与磨辊的接触面积大,则其包覆角亦大、张力大、磨毛效果亦好,但强力下降也越大;反之则效果差,强力下降小。
磨毛辊的压紧辊接触总弧长(包覆角)在150mm~170mm,,0~3格为空载,3~10格为加载工作部分,每格代表 25mm弧长。因此,应根据具体品种恰当地控制好织物张力和包覆角, 这是防止织物强力过度下降的关键。

砂皮使用时间对磨毛效果也有影响。使用新砂皮时,包覆角可小些;随着使用时间的增加,包覆角也逐渐增大,直至更换新砂皮。
5、磨毛次数对磨毛效果的影响
为取得理想效果,有些织物(如斜纹类中厚织物)要采取多次磨毛。一般随磨毛次数增加,织物撕破强力也随着下降,但柔软性则有所增加。磨毛次数以奇数为宜,因为偶数磨毛次数可能会引起倒毛和纬向条干不匀。此外,磨毛次数与车速和接触弧度(包覆角)也有关,需根据具体情况进行调节。
磨毛整理常见质量与预防
磨毛是一项细致的工作,稍有不慎,轻则造成客户不接受,重则会造成赔布,那么在磨毛整理中要注意哪方面的问题?
01压皱印
磨毛产品若加工不当,可在织物表而产生有规则或无规则的经、纬向压皱印,给产品外观质量及磨毛效果带来严重影响。
造成压皱印的原因及采取的措施主要有:
1、织物长时间在折叠(或折皱)状态下堆置,受自身重力的轧压,导致织物表而产生不规则的凹凸不平的经、纬向压皱印。为此在织物的存放方式上应改为大卷装方式轧(叠)卷存放,可有效防止压皱印。
2、织物在磨毛前序加工中,落布温度过高,产生相对永久性的压皱,这主要是针对化纤及其混纺织物而言。这种压皱痕很难去除,往往需要一次定型。对于棉型或压皱较轻的织物,可在磨毛机前配置喷雾给湿、烘干设备子以解决。
3、在织物前处理及染色工序中,由于工艺、设备及操作问题,或由于缝头不当,均可造成压皱条印。故为克服磨毛产品的压皱印疵病,对各道工序都应严格把关。
通常在磨毛加工过程中,可以去除织物原纬向压皱印,但无法去除经向压皱印,使织物表而留有绒毛不齐、深浅不一的痕迹。
02白芯
磨毛织物表而产生白芯,主要是由于坯布上留有棉结,染色后这些棉结可被遮盖,但一经磨毛,棉结被磨去而留下白点,严重的甚至造成小破洞,影响产品质量。因此对于原坯布,要求尽量减少棉结,或将棉结挑向织物反面;也可采用染前磨毛、磨后染色的工艺,克制白芯疵病。
03条花
产生原因
1、磨毛辊表而不平整或砂皮包覆不当,造成磨粒而不均匀而产生条花。
2、磨毛辊先被用于磨窄幅织物,后又去磨宽幅织物。由于磨毛辊表面磨损不一,极易造成磨而边中差,产生两边条花。
解决办法
1、金刚砂皮要与导辊贴平轧紧,导辍要直,表而要平,要保持清洁,不能留有污垢。
2、金刚砂皮要采取斜形、条状包辊方式,两端要轧牢。
3、对设备定期作检查,确保导辊平整及砂皮与导辊粘接状态良好。
04色差
织物经磨毛加工后,色泽将产生一些变化。一般是变浅,造成磨毛而与未磨毛而间有一定的色差,这主要是由于磨毛织物表而的绒毛对光的反射不同所致。因此在染色时应充分考虑到磨毛后的色差问题,对染色深度要略有余量。另外透染率是关键,对透染的要求比一般染色织物要高。
实验表明,不同类型的染料,由于其分子结构、上染性能、亲和力的不同,对织物磨毛前后色差的影响也不相同。如:还原染料、活性染料的浅色织物,磨毛前后色差较小,适合于先染后磨工艺:对中、深色的织物,磨毛前后色差较大,适用于先磨后染工艺,同样可以达到绒而丰满、染色均匀的最佳效果。
05折子
产生原因:半成品折皱、丝光掉铗、月牙折子;堆放时间较长出现的压折;导布辊不平行造成活折印和吸边器造成的折子、烘缸不平造成烘筒活折。
解决办法:丝光机回修半成品的月牙折和掉铗折子,烘筒吸边器折子等,可以在拉幅机上进行拉幅回修。
06磨毛效果不佳
产生原因:半成品手感硬,布面渗透效果差,张力小,车速快,砂皮旧使用时间过长,直流电机速度不稳定和布而带潮。
解决办法:通知前处理回修或上柔软剂,打紧链轴张力,降速,加大压力,换新的砂纸和充分烘干布面。
07磨柳
产生原因:砂纸接缝重叠,砂纸转动方向一致,磨辊上缠绕线头,砂纸接头印或损伤.
解决办法:重新绷紧砂纸,改变砂纸转动方向,可以左右调整,清理磨辊上的线头。
08左中右毛差
产生原因:左右压布辊不平衡,砂纸使用时间长,边中砂粒磨损程度不一。
解决办法:调整平衡辊,使左右平衡度一致,更换新砂皮,可解决窄幅换宽幅的两边中间差问题。
09强力差
产生原因:织物纱织薄,砂纸目数低,强力大,压力大,车速慢。
解决办法:更换高目数砂纸,松弛张力、减压、升速。
10磨毛不匀
产生原因:除前处理不当外,主要是进布左右张力、压力不一致,织物与砂带左右间隙大小不一,砂带上砂粒不匀,砂带受潮使局部磨粒锋利度下降等。
解决办法:加强前处理,达到煮练匀透:调整进布左右张力及压布辊压力,使均匀一致:用精密卷尺校正织物与砂带间隙;砂带要放在通风干燥处保存,避免受潮。
11磨毛档
产生原因:包角太小;进出布张力不合适。
解决办法:调整包角及进出布张力。
12磨破洞
产生原因:布面有凸起的纱头或纱结,进布辍与砂带间隙过小,进布时布打折皱卷边等。
解决办法:选用布而平整、纱头或纱结少的织物,调整进布辊与纱带间隙,进布要平整无卷边等。
苏州绸都网络科技股份有限公司 版权所有@2004-2026 增值电信业务经营许可证:苏B2-20100323 网站备案号:苏B2-20090135
 苏公网安备:32050902100442号|
苏公网安备:32050902100442号|
 国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业
国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业




















{kind=link}