资讯会员登录
使用合作网站帐号登录


竹节纱的开发与发展,极大地丰富了牛仔布的品种,市场上有多个规格品种的竹节纱产品。根据不同规格品种的要求,除了工艺技术上的变化外,在细纱上设备还需要做部分改造,才能适应某些特殊品种的生产。
以上海ZP系列智能型竹节纱装置为例,该装置是在FA506型细纱机104齿蝴蝶牙轮轴上加装1只20齿链轮,由伺服电机带动。纺基纱时由细纱机正常匀速传动,当纺竹节纱时,伺服电机根据编好的程序加速。通过20齿链轮超越驱动中后罗拉加速,使得前后罗拉的速比减小,瞬间加快后区须条的喂人,从而得到合乎质量要求的竹节纱。但当纺到竹节粗度大于基纱2.5倍以上、竹节长度大于100 mm以上的不规律竹节纱时,就会出现大面积断粗纱现象。因为粗纱原是匀速缓慢地退绕喂入,当后罗拉瞬间较长片段超越快速喂入,粗纱条受到吊锭阻尼和粗纱本身重量及上下拦纱杆的阻力,粗纱条突然增大牵引力,导致粗纱条在喂人前产生意外牵伸。造成许多长片段不规律细节,严重时约有1/3粗纱条中途拉断,断头多,空锭多,无法正常生产。
解决方法:拆除原固定的下拦纱杆,在原固定支杆上加装一根120 mm长活动连杆,在活动连杆下端装下拦纱杆(见图1)。
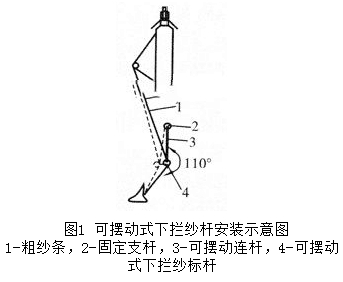
安装下拦纱杆时保证纱条向内倾110°角,形成上下引纱曲线,下拦纱杆能够前后自由摆动,下拦纱杆采用直径为15 mm不锈钢杆制作,使引纱张力更适宜。当瞬间快速超越喂人时,不锈钢下拦纱杆受到粗纱条的牵引力作用,不锈钢下拦纱杆位置自然向前摆动,引纱角变大,克服了瞬间超越喂人时的突变牵引力;当超越喂人结束时,引纱张力恢复正常,不锈钢下拦纱杆靠自身重力缓慢向后恢复原位,这样粗纱仍保持匀速退绕,经过一段时间使用,彻底解决了原来粗纱超越喂人时产生的大面积断粗纱现象和长片段细节、条干不匀的问题。有效地提高了生产效率和产品质量,效果非常好。
苏州绸都网络科技股份有限公司 版权所有@2004-2026 增值电信业务经营许可证:苏B2-20100323 网站备案号:苏B2-20090135
 苏公网安备:32050902100442号|
苏公网安备:32050902100442号|
 国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业
国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业




















{kind=link}