资讯会员登录
使用合作网站帐号登录


在高温高湿的夏季,使用高含糖棉生产精梳特细号纱十分困难,笔者公司在生产CJ 5.8 tex纱过程中采取了一些措施,稳定和改善了成纱质量,现介绍如下。
原料性能
配棉选用了70%的237长绒棉和30%的333中绒棉,原料性能见表1。

纺纱工艺流程
A002C型抓棉机→A006B型混棉机→A034型六滚筒开棉机→A036B型豪猪式开棉机(两套)→A092A型双棉箱给棉机→A076C型单打手成卷机→A186F型梳棉机→A272F型预并机→A191B型条卷机→A201C型精梳机→A272F型并条机(两道) →A454G型粗纱机→BS516型细纱机→1332MD型络筒机。
技术措施
01 原料处理
糖分对纺纱生产非常不利,为消除缠绕问题,提高纤维的可纺性,选用BG-1202型高效防黏剂,在棉包表面均匀涂刷防黏剂,放置24 h后再使用。经过反复试验,发现防黏剂为1%时效果较好,各工序无缠绕问题。在开清棉抓棉前,取样测试原棉回潮,回潮率应控制在8.5%以下,若回潮较高,可适当提高车间温度,降低相对湿度。
02 设备管理
设备保养应突出重点部位的检修与清洁,缩短揩车周期,清棉工序每周对各部尘棒用汽油擦拭一次,要求各落杂处不糊花,能正常落杂,成卷罗拉每班揩擦;梳棉工序每周定时揩大小漏底、圈条盘、大小压辊,清洁道夫罩壳积花和墙板花,防止通道挂花,并由专人负责每天清洁盖板,减少盖板充塞,提高排杂和分梳效能;精梳、并条工序每天定时用汽油擦拭牵伸通道、胶辊、圈条盘,防止糖分长期积累在机器上;粗纱、细纱工序合理选配胶辊、胶圈,保证罗拉光滑无毛刺,挡车工动态清洁罗拉绕花、积花。
03 温湿度控制
由于原棉含糖高,对温湿度变化非常敏感,空调宜采用低温低湿。当温度与湿度发生矛盾时,则采取确保相对湿度稳定的做法,从棉包存放环境到纺纱全过程均采用较低的相对湿度,以减小原棉和半制品的吸放湿幅度。生产中的温湿度波动大多出现在运转交接班前后,缠绕问题也大多从这段时间开始,所以稳定交接班前后车间的温湿度是杜绝缠绕问题发生的关键。
主要工艺设计参数
01 开清棉
针对原棉长、细和含杂多的特点,采取“精细抓棉,多松少打,早落少碎”的工艺原则。抓棉机运转效率控制在85%左右,做到“勤抓少抓”,提高开松和除杂效率。为减少纤维损伤,各部打手速度适当降低,豪猪打手速度为520 r/min,由于原棉含杂大,开两套豪猪,增加开清点,以提高除杂效率。同时控制好清棉工序的温湿度,温度为25 ℃~30 ℃和相对湿度为55%~60%,棉卷回潮率控制在8%以下,防止造成精梳胶辊和罗拉缠花。
02 梳棉
采用“轻定量,低速度,紧隔距,强分梳”的工艺原则,有利于提高纤维伸直度,降低生条结杂。给棉板抬高4 mm,增加分梳工艺长度,以减少纤维损伤,降低短绒增加率。锡林与刺辊采用2∶1的较大速比,有利于锡林顺利剥取刺辊表面纤维,减少返花,降低生条棉结和短绒。为防止车间相对湿度较大棉网下坠,适当增加前张力牵伸倍数,由原来的1.371倍改为1.443倍。梳棉主要工艺参数:生条定量为17.331 g/(5 m),锡林转速为360 r/min,刺辊转速为928 r/min,道夫转速为17 r/min,锡林刺辊线速比2.0,锡林—盖板隔距分别为0.20 mm,0.18 mm,0.18 mm,0.18 mm,0.20 mm。
03 精梳
采用“轻定量、小牵伸”的工艺原则,精梳落棉率控制在13%±1%,为降低精梳条结杂,精梳条定量偏轻掌握。精梳锡林选用某锯齿整体锡林,其穿刺性强,分梳质量稳定,排杂率高,不嵌花,与整体顶梳配套使用效果更好。由于受空调设备限制,公司精梳工序温湿度波动较大,又因原棉含糖量较高,为提高适纺性,减少缠绕胶辊问题,精梳机选用了邵尔A65度的分离胶辊,将精磨后的胶辊表面擦净后,用WTB无色涂料进行微处理,上车使用时,用专用清洁剂清洗表面油污、粉尘后,擦上少许滑石粉,上车后无绕胶辊问题。在纺纱过程中,若前工序控制不好,出现精梳绕胶辊时,可采用降低车速,减少精梳钳次来缓解。
04 并条
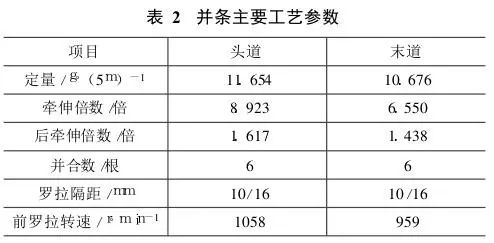
采用“轻定量,低速度,大隔距”的工艺原则,头道6根并合大后区牵伸,使纤维充分伸直平行,末道6根并合小后区牵伸,保证牵伸稳定,防止产生意外牵伸而损伤纤维或恶化条干。适当缩小喇叭头口径,增加纤维间的抱合力,有利于熟条紧密,不松散,避免条子粘连。并条选用邵尔硬度为A75度的胶辊,为增强抗绕性能,其表面采取相应的微处理措施,将磨砺后的胶辊用WTB复合涂料进行轻微处理,涂好涂料的胶辊表面涂料必须全部渗透,胶辊表面无痕迹。该胶辊硬度适中,弹性好,经过微处理后,抗绕能力强,受温湿度变化影响小,并具有耐磨、耐老化的特点,对稳定和提高产品质量有显著作用,经测试,末并条干CV约为2.6%。并条主要工艺参数见表2。
05 粗纱
采用“轻定量,低速度,大捻系数,小后区牵伸,小钳口隔距,重加压”的工艺原则,充分发挥主牵伸区作用,有利于控制浮游纤维,减少细纱牵伸负担,改善成纱条干。适当降低粗纱车速,合理匹配前后供应,尽量减少停车时间,避免造成开车缠绕。由于粗纱定量轻,纤维抱合力小,为减小细纱机上粗纱意外牵伸,粗纱定长不宜过大。粗纱选用TC-975型表面不处理胶辊,邵尔硬度为A75度±3度,属中软胶辊,有优良的抗绕性能,在温湿度波动的环境下,不需要打空车,均能正常开出。粗纱主要工艺参数为:定量为2.252 g/(10 m),后牵伸倍数为1.211,捻系数为106,罗拉隔距为25/36 mm,前罗拉转速为116 r/min,锭速为700 r/min,钳口隔距为3.5 mm。
06 细纱
采用“轻定量,低速度,小后区牵伸,小钳口隔距”的工艺原则,以加强对纤维的控制,有利于提高成纱条干。细纱选用邵尔硬度A65度铝衬套免处理胶辊,该胶辊与罗拉接触弧面大,对纤维控制强,其冲击弹性为40%,弹性回复性好,使用寿命长,硬度衰退慢,纺纱性能稳定,有利于改善成纱质量,减少粗细节。在不增加细纱断头的情况下,适当加重钢丝圈,以减少毛羽。细纱干定量为0.535 g/(100 m),总牵伸倍数为42.09,后区牵伸倍数为1.2,捻系数为340,前罗拉转速为125 r/min,锭速为13 997 r/min,钳口隔距为2.5 mm。
07 络筒
络筒工序采用“低速度,轻张力”的工艺配置,以减少络筒工序对纱线强力、条干的破坏,选用导电性能较强的金属槽筒,控制毛羽增加率,同时保持络纱通道光洁,定期用酒精擦拭。通过采取以上方法和措施,在高温高湿的夏季,精梳及其他易发生缠绕现象的工序也未发生缠黏现象,产品质量稳定。
苏州绸都网络科技股份有限公司 版权所有@2004-2026 增值电信业务经营许可证:苏B2-20100323 网站备案号:苏B2-20090135
 苏公网安备:32050902100442号|
苏公网安备:32050902100442号|
 国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业
国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业




















{kind=link}