资讯会员登录
使用合作网站帐号登录


什么是纱线?
纱线:是纱和线的统称,由纺织纤维制成的细而柔软的,并具有一定强力的连续长条,包括单纱和股线。
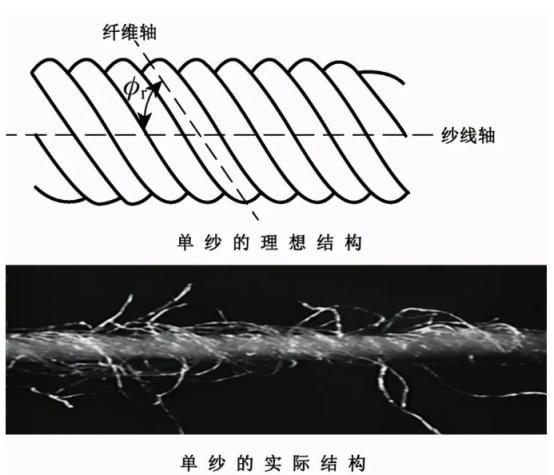
单纱:由短纤维经纺纱加工,使短纤维或丝沿轴向排列并经加捻而成。
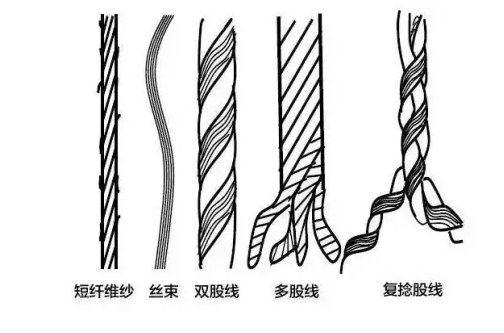
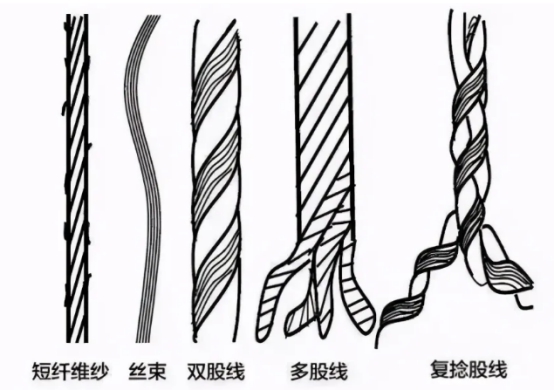
股线:由两根或两根以上的单纱合并加捻制成,其强力、耐磨优于单纱,同时,股线还可按一定方式进行合并加捻,得到复捻股线。
什么是加捻?
如果须条的一端被握持住,另一端回转,即可形成纱线,这一过程称为加捻。
对于短纤维来说,加捻是使纤维条成为纱线的必要手段,加捻前一般需要将散纤维凝聚成纤维条,加捻后纤维的外层纤维向内层挤压产生向心压力,从而使须条沿纤维的长度方向获得摩擦力。
对于长丝纱和股线来说,加捻可形成一个不易被横向外力所破坏的紧密结构,加捻还可形成变形丝及花式线。加捻的多少及加捻的方向不仅影响织物的手感和外观,还影响织物的内在质量。
须条加捻后,其外层纤维便产生倾斜的螺旋线捻回,纤维扭转变形,纱条紧密抱合,改变了纤维集体的结构形态和机械物理性质。(如下图所示)
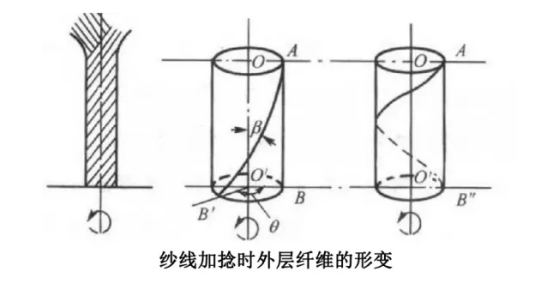
当对纱条存在包围角时,纤维对纱条便有向心压力,包围角越大,向心压力越大。由于向心压力的存在,使外层纤维向内层挤压,增加了纱条的紧密度和纤维之间的摩擦力,从而改变了纱条的结构形态及其物理机械性质,这就是加捻成纱的实质。
纱线加捻程度的评估:
捻向/捻度/捻系数/捻缩
01
捻向:表示加捻的方向
捻向是指纱线加捻后,单纱中的纤维或股线中单纱呈现的倾斜方向。它分Z捻和S捻两种。
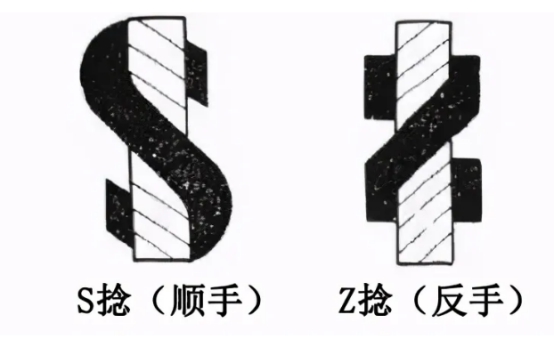
加捻后,纱丝的捻向从右下角倾向左上角,倾斜方向与“S”的中部相一致的称S捻或顺手捻;纱线的捻向从左下角倾向右上角,倾斜方向与“Z”的中部相一致的称Z捻或反手捻。一般单纱常采用Z捻,股线采用S捻。
股线的捻向按先后加捻的捻向来表示。例如,单纱为Z捻、初捻为S捻、复捻为Z捻的股线,其捻向以ZSZ表示。
纱线的捻向对织物的外观和手感影响很大,利用经纬纱的捻向与织物组织相配合,可织出外观、手感等风格各异的织物。
02
捻度:纱线单位长度内的捻回数
纱线的两个截面产生一个360°的角位移,成为一个捻回,即通常所说的转一圈。
我国棉型纱线采用特数制捻度,即用10 cm纱线长度内的捻回数表示;精梳毛纱和化纤长丝则采用公制支数制捻度,即以每米内的捻回数表示;此外,还有以每英寸内捻回数表示的英制支数制捻度。
捻度影响纱线的强力、刚柔性、弹性和缩率等指标。随着纱线捻度的增加,其强力是增大的,但捻度不能超过一定的值,否则其强力反而下降,这一定值称为纱线的临界捻度。不同原料的纱线,其临界捻度是不一样的。一般在满足强力要求的前提下,纱线捻度越小越好,因为捻度的增加会使纱线的手感变硬、弹性下降、缩率增大,这也是长丝纱一般尽量不加捻或少加捻的缘故。
03
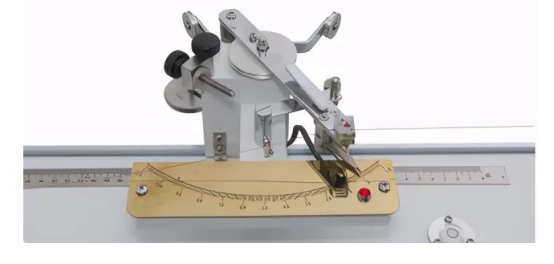
捻度的测量方法
我国常用的捻度测试方法有直接计数法和退捻加捻法两种。短纤维、股线试验一般采用直接计数法,而细纱则采用退捻加捻法,此外还有二次和三次退捻加捻法、滑移法等。
直接计数法
在一定张力下,夹住已知长度纱线的两端,一端固定,另一端按退捻方向绕轴向回转,直至股线中的单纱或单纱、复丝中的单纤维完全平行为止,退去的捻回数即为该纱线试样长度内的捻度。
退捻加捻法
在一定张力下,夹住已知纱线长度的两端,一端固定,另一端按退捻方向绕轴向回转,测量经退捻和反向加捻后回复到起始长度时的捻回数,该捻回数即为纱线试样长度内的捻度的两倍。
04
捻系数:加捻程度的相对值
捻度不能用来比较不同粗细纱线的加捻程度,因为相同捻度,粗的纱条其纤维的倾斜程度大于细的纱条。在实际生产中,常用捻系数来表示纱线的加捻程度。捻系数是结合线密度表示纱线加捻程度的相对数值,可用于比较不同粗细纱线的加捻程度。捻系数可根据纱线的捻度和纱线的线密度计算而得到的。
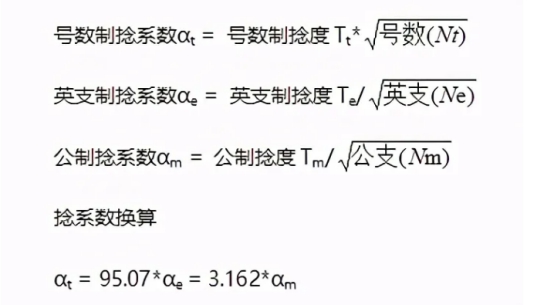
捻系数是结合线密度表示纱线加捻程度的相对数值,可用于比较不同粗细纱线的加捻程度,值越大加捻程度越大。
05
捻系数:加捻程度的相对值
加捻后,由于纤维倾斜,使纱的长度缩短,产生捻缩。捻缩的大小通常用捻缩率来表示,即加捻前后纱条长度的差值占加捻前长度的百分率。
捻缩率的大小,接影响纺成纱的线密度和捻度,在纺纱和捻线工艺设计中,必须加以考虑。棉纱的捻缩率一般为2%~3%。捻缩率的大小与捻系数有关外,还与纺纱张力、车间温湿度、纱的粗细等因素有关。
苏州绸都网络科技股份有限公司 版权所有@2004-2026 增值电信业务经营许可证:苏B2-20100323 网站备案号:苏B2-20090135
 苏公网安备:32050902100442号|
苏公网安备:32050902100442号|
 国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业
国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业




















{kind=link}