资讯会员登录
使用合作网站帐号登录


平幅染整加工具有设备自动化程度高,各种工艺技术参数自动检测和控制手段、方法完备,连续化生产,生产效率高、劳动力成本低、产品质量稳定等独特优势。是纤维素纤维及混纺、交织梭织物的首选印染加工手段。但如果质量、工艺、技术、操作管理不到位,往往容易出现批量性质量问题,导致批量性返修,增加质量成本,重则造成次品无法返修无法交货,严重影响公司的生产进度、经济效益和信誉。
为此,仅就梭织物平幅连续化染整加工过程中经常出现的主要疵病产生原因、预防措施简述如下。
原样色差、前后色差
一、产生原因:
1.小样仿色时操作不规范、工艺参数控制不到位,仿色样不能反映染色配方的真实色光。
2.大车放样时称量不准、化料误差、各种工艺技术参数控制不到位,放样样品不能反映染色配方的正常颜色,影响对色人员的正常判断和配方调整偏差。
3.对客户来样没有进行仔细分析,染色配方选择的染料组合与客户来样使用的染料不同,存在同色异谱(跳灯)现象,在不同光源下呈现出不同的颜色。
4.调色人员的眼光误差,导致对色不准。
5.小样仿色、大车放样后没有按客户合同标准进行后整理,导致大货进行后整理时色光变化。
6.染色配方中染料性能差别太大,大车生产过程中工艺参数波动时织物颜色变化太大。
7.染前半成品毛效、白度、pH值、退浆、磨毛效果不一致。
8.染色时主要工艺技术参数波动,如轧槽染液液位波动、车速、予烘温度、焙烘温度、轧车压力、还原(固色)温度 、时间、染料浓度、固色液、还原液浓度等的波动,导致颜色变化。
9.染料熨烫变色,导致对色不准。
10.坯布原因:不同厂家、同一厂家不同批次的坯布往往由于棉纤维品质不同、纱线的捻度不同、经纱上浆不同,经处理后织物的吸水性、上染性能存在差异导致染色时出现匹间色差。
11.染料原因:不同厂家、同一厂家不同批次的染料色光、力份存在差异。
二、预防措施:
1.认真分析客户来样的纤维类别、使用染料类别、对色光源、后整理效果等内容,采 用合同要求的同规格坯布、同类型染料、同样后整理工艺。如客户来样与合同织物不同时应小样仿色后交客户认可再组织大车生产。
2.小样仿色人员、大车对色人员要进行辨色能力的培训和检测,统一相关人员眼光。
3.对色操作时,要保证对色条件的一致性,如对色光源、亮度、观测角度、距离等要一致。
4.加强使用染料的性能检测,如分散染料高温焙烘固色性能、活性染料直接性、比移值、耐碱耐温性能等,保证使用染料应用性能一致。
5.加强称料、化料、配料管理,杜绝差错减少误差。
6.严格机台规范操作,保证各工艺技术条件达到工艺设计标准。
7.正常生产时,机台落布处要留大车生产标准样,落布工、机长、对色人员随时对样, 及时发现问题及时处理。
8.对色时,样品要充分冷透达到正常的回潮程度,可以采用蒸汽回潮,电吹风吹干方法烘干。
9.加强坯布管理,一个合同、一个色位尽量使用同一厂家同一批次的坯布。
10.小样仿色、大车放样、正常生产要使用同一厂家、同一批次染料,防止因染料差别导致颜色波动。
左中右色差
一、产生原因:
1.半成品左中右毛效、白度不一致、丝光效果不一致。
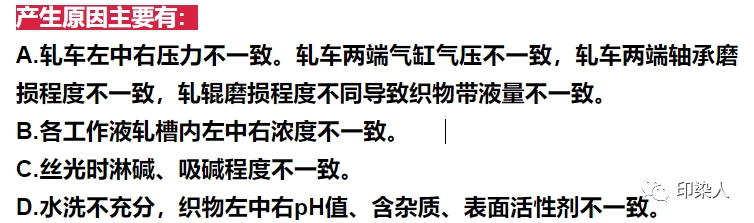
2.涤纶及混纺、交织织物定型时箱体内左中右温度不一致。
3.织物左中右磨毛效果不一致。
4.染色时,打底、还原均匀轧车两端气压、中间油压控制不当,轧车线压力不一致,导致织物左中右带液量不同;轧槽内染液(还原液、固色液)浓度不一致;热风烘燥、烘筒烘燥时各部位烘干程度不一致,导致染料泳移;涤纶混纺、交织织物分散焙烘时焙烘温度左中右不同;均匀轧车各部位磨损程度不同。还原(固色)蒸箱温度不够。
5.染色配方选择的拼色染料性能差别太大。
6.后整理定型时轧车压力不一致、箱体内温度太高、温差过大。
二、防范措施:
1.定时检测各工作液槽轧车磨损程度,(包括退浆、煮漂、丝光、染色、定型机的轧车、均匀轧车)保证织物各部位带液量均匀一致。
2.各工作液槽使用溢流管供料,保证工作液体系均匀一致。
3.严格各工艺技术参数的控制,如退浆、精炼、漂白、丝光等工作液各种用剂浓度,蒸箱内温度、堆置时间、箱体内湿度、丝光碱浓度、扩幅淋、吸碱均匀性等必须严格控制,半成品处理效果必须满足染色产品品质需要。
4.加强水洗,采用逐格倒流方式,水洗槽内采用隔板隔开形成蛇形水流状态,喷淋以热水为宜,保证织物水洗充分效果均匀一致。
5.热风预烘左中右温度、风量要均匀一致,保证织物各部位受热均匀,防止染料发生泳移而造成色差。经常检查预烘箱排风是否正常,循环风机运转是否正常,皮带松紧是否一致,散热装置左右温度是否一致。
6.烘筒烘燥前尽量降低织物上水分,防止织物上水份太多,烘燥时烘筒表面温差造成染料随水分流动泳移形成色差。
7.焙烘箱内左中右温度要保持一致,使织物均匀受热分散染料升华固色程度一致。焙烘箱上下风道风量要一致,风口左中右出风量要均匀,箱体保温性能要好;排风量要适当,不能太大否则会造成箱体内温差加大,造成色差。
8.科学合理地制定染色工艺配方,一定要选择染色各项性能一致的染料进行拼色,如分散染料高温升华固色率性能要接近,特别色位需要可选择相近类型的染料拼色;活性染料要选择直接性低、比移值高、耐碱耐温、固色率高、易洗涤性好、固色条件一致的染料进行拼色。减少因为工艺参数的正常波动而产生颜色变化。
9.经常检测打底部分、还原皂洗部分均匀轧车轧液率,保持轧车状态良好,油路、气路畅通、调节阀灵活有效、仪表显示灵活精准。
10.加强磨毛产品磨毛效果的检测,防止因织物磨毛效果左中右不一致造成染色色差。
色条、色花
一、产生原因:
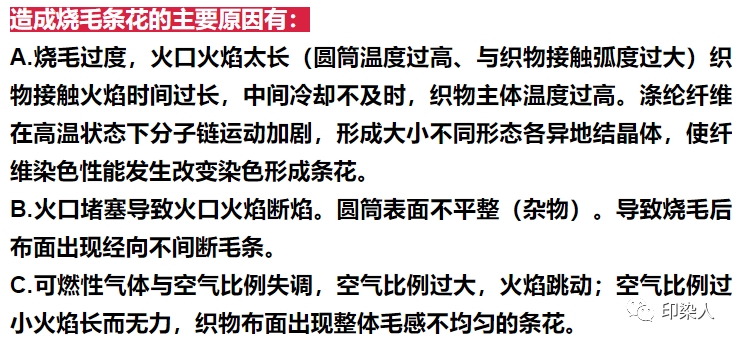
1.烧毛条花:无论气体烧毛机、电热烧毛机都容易产生烧毛条花。
2.退浆不净、煮练不透导致染色条花。如工作液浓度太低、轧车压力过大,汽蒸温度太低、时间太短、湿度不够都可能导致织物退浆不均匀、煮练不透,导致染色出现条花色花现象。
3.轧车局部磨损,织物浸轧工作液时带液量不同,织物处理效果不同,染色时出现颜色差异。
4.坯布稀密路、条干不均匀,染色烘燥时染料泳移形成条影和雨状条花。
5.染色时烘燥过急染料泳移产生雨状条花。
6.染料悬浮体分散性能差,轧槽染液过低织物进入均匀轧车时染液在布面流动形成染料分布不均匀。
7.染物在还原 (固色)蒸箱 汽蒸时温度太低,染料还原(固色)程度不一致,已被还原的染料对织物有较高的亲和力,未被还原的染料对织物没有亲和力,织物在运行过程中染料随冷凝水流动导致形成条花。
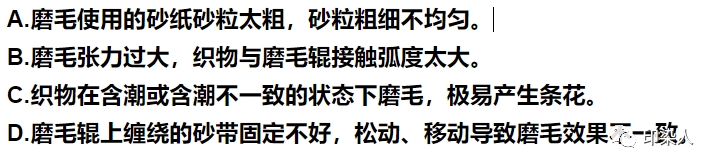
8.磨毛织物染色时,因布面磨毛效果不一致,导致染色出现条花。
二、防范措施:
1.制定合理地烧毛工艺,严格烧毛机规范操作。保证烧毛火口畅通无堵塞,做到火口火焰短 、齐、匀、燃烧有力,无断焰、不跳动。涤纶及混纺、交织物采用小火快烧的烧毛工艺。加大中间冷却,降低织物主体温度,落布温度保持50度以下。
2.加强坯布质量检验,选择符合染色产品质量标准的坯布组织生产。
3.加强半成品毛效、白度、pH值、磨毛效果的检测,保证半成品内在质量、外观质量达到染色质量标准。
4.提高悬浮体染液的分散稳定性和润湿渗透能力,尽量保持液面高度,使织物均匀吸附染液;尽量降低织物带液量,以减少染料泳移;热风烘燥时要尽量降低烘房温度、降低循环风机速度,避免大风量、高温急烘加剧染料泳移造成条影和雨状条花;烘筒烘燥时尽量降低烘筒温度,防止急烘;还原(固色)蒸箱采用 气封口方式,降低织物带液量可明显改善条花现象;保持蒸箱温度,提高染料还原(固色)速度减少染料流动,避免产生条花。
5.根据织物特性、颜色特点选择性能优良的防泳移剂可明显改善条影现象。
6.涤纶混纺、交织织物染色时要保证两种纤维上颜色深度和色光的一致性。
7.选择的染料染色性能要相同或相近。
8.加强磨毛工序的设备、工艺、操作和品质管理,保证产品磨毛效果达到染色产品质量标准
色点、色斑
一、产生原因:
1.配制染液时,操作不当染料没有充分润湿、分散(溶解)。
2.染液稳定性不够,染料聚积沉淀。
3.染液抑泡性差,织物运行时轧槽内染液形成无规则流动形成泡沫。染料吸附在泡沫表面返沾到布面形成色斑
4.退浆不净、不均匀、浆料聚积返沾。染色形成色渍。
5.前处理助剂残留,表面活性剂遇酸、高碱时形成絮状物、膏状物沾污布面染色导致色斑。
6.织物经过后整理后,后整理助剂在染色返修时与染料或阴离子表面活性剂产生凝聚物沾污布面形成色斑油斑。
7.染色机机械卫生不彻底,化料桶、管道、阀门、轧槽、布司、导辊上沾附染料,轧车、导布辊、预烘、焙烘箱风道、风盒、箱体上沾附的染料沾污布面形成色点。
二、防范措施:
1.染料化料时要使用软水,防止金属离子与染料、助剂形成钙斑和染料凝聚沉淀。
2.严格规范各种染料化料操作,分散、还原等悬浮体染液配制时最好使用冷水,染料搅拌过程中严格控制温度在50℃以下,防止高速搅拌温度升高分散剂稳定性降低染料凝聚。活性等水溶性染料,先用冷水调成浆状在搅拌状态下根据染料溶解性能加入相应温度的热水溶解。配制染液时要充分过滤除去没有完全分散、溶解的染料沉淀和杂质。
3.认真仔细地做好染色机械卫生,防止机械上残留的染料沾污织物造成色点、色渍。
4.加强前处理、染色、后整理使用的各种助剂的性能测试,保证各种工作液的稳定性,减少因助剂性能问题造成的各种色斑、色渍。
5.加强染液、还原(固色)液的抑泡性。当工作液泡沫较多时可以加微量非硅类消泡剂(消泡剂必须稀释后慢慢滴加)
破洞、破损
一、产生原因:
破洞是生产纤维素纤维及混纺、交织织物的印染厂共同的困扰,对产品质量造成严重威胁。破洞大致可分为氧化性破洞和机械性破洞。机械性破洞比较明显,容易查找和处理,氧化性破洞隐蔽性很强 往往不容易被发现,只有在丝光时织物通过浓碱作用氧化纤维素进一步水解,强力大幅度下降再通过导布辊、布铗的经纬向张力作用纱线断裂形成破洞。
主要产生原因:
1.织物上含有油纱或重金属离子、铁屑、铁锈、灰分等对双氧水的分解有催化作用的物质。
2.使用的水(再生回用水)中,重金属离子含量高。
3.双氧水漂白体系稳定性不够,高温高碱状态下双氧水分解过快。
4.使用双氧水浓度过高、烧碱浓度过高、气蒸温度过高、时间过长。
5.轧车轧辊上嵌有坚硬地杂物。织物经过轧车时形成有规律、形状相似、间隔距离与轧辊周长一致的破洞。
6.坯布棉结、粗经粗纬经磨毛机磨毛时棉结处、粗经粗纬处凸出布面,在磨礰时纱线断裂形成破洞和破损。
7.丝光机布铗磨损变形、轨道变形、调整失当,使布边受力不均匀,扩幅时门幅过宽造成布边破洞、破边。
8.定型机针板断针、弯针多,定型机轨道失调,门幅过宽,温度过低出布处脱针效果不好。
二、防范措施:
1.加强渗透剂、精练剂、氧漂稳定剂、螯合分散剂等助剂的性能检测及退浆、精练、氧漂工作液的耐碱耐温性能、溶液稳定性、乳化分散性能、精练性、双氧水分解率等试验,全面综合评价各种助剂的性能,根据助剂性能特点和不同工艺选择相适应的助剂。
2.根据织物品种特性,选择与之相适应的前处理加工方式。如全棉织物可采用冷轧堆工艺,织物轧碱氧液后室温堆置,织物上双氧水缓慢有序分解,织物损伤小、减重少、手感好、降低氧漂破洞风险。涤棉织物可采用碱氧一浴低温汽蒸工艺,织物收縮小、失重少、工艺简单、污水排放量少、COD低。
3.退浆、精练时加强水的软化和织物上金属离子的去除。
4.采用重煮轻漂工艺,降低双氧水用量 ,选择使用稳定性能好、双氧水分解率低、耐碱耐温的稳定剂。确保双氧水缓慢分解。
5.加强厂房、设备、布车等设施的防锈 、除锈工作,防止铁锈、铁屑沾污织物。
6.加强坯布质量检测和磨毛机工艺控制,提高砂纸细度,采用多辊轻磨工艺,降低织物损伤。
7.加强丝光机、定型机布铗(针钣)、轨道的检查维修,严格按工艺操作。
风干印
一、产生原因:
1.织物烧毛轧水(液)后存放时间过长,浆料泳移结膜造成风干印。
2.织物堆置在汽蒸箱内受热不均匀。织物带液量过小、蒸箱内底部水位过低(箱内蒸汽泄漏)形成过热蒸汽导致织物局部失水风干。蒸汽压力太小,冷空气进入蒸箱导致风干印。
3.半成品长时间存放,织物上残留的表面活性剂和碱剂受空气、干湿度影响形成不均匀分布,纤维性能发生变化。
4.染色织物洗涤不充分,长时间存放,织物上染料受到碱、还原性气体、日光照射的影响产生色变。大部分活性染料日晒牢度不高,碱剂容易使乙烯枫型染料与纤维结合键断键产生风干印。
二、防范措施:
1.加强生产管理,避免烧毛后织物长时间存放。短时间存放时要覆盖薄膜防止风干。
2.加强退浆、精练、漂白时工艺控制和操作,保持汽蒸箱内有足够的饱和蒸汽,杜绝干蒸。因故停车较长时间时要及时降温冲水洗除织物上的浆料和精练用剂,及时洗涤返修。
3.半成品需存放较长时间时可采用A字架打卷存放。
4.活性染料染色织物洗涤要充分,去除织物上的浮色、使用酸性皂洗剂皂洗能彻底中和织物上的碱剂消除碱剂对染料的影响,可碱少染色后风干印的产生。织物存放时加盖薄膜和布套,避免日光照射和有害气体的影响。
色牢度不合格
一、产生原因:
1.织物精练、丝光效果差,导致染料向织物内部渗透扩散不够,染料堆积于织物表面。
2.选用染料不合理,染料结构决定其染色性能和色牢度。
3.染料颗粒太粗或没有充分溶解,影响了染料向纤维内部渗透扩散。
4.染色工艺不合理,如烘干方式、烘干温度、焙烘温度、焙烘时间、还原(固色)温度。还原(固色)时间、皂洗条件等。
5.分散染料对纤维素纤维的沾色未去净。
6.活性染料在碱性皂洗时。染料与纤维形成的醚键在碱及高温状态下容易断裂导致牢度下降。
7.后整理助剂中的乳化剂在定型高温状态下使染料向织物表面迁移,导致牢度下降。
8.水洗、皂洗不充分,织物上残留有未固着的染料。即使后整理时使用固色剂处理其效果也不理想。
二、防范措施:
1.前处理织物煮练要透,毛效要均匀一致、吸水性强,丝光要充分,织物具有较好的化学反应性。
2.做好各种染料的应用性能测试工作,选择直接性低、上染固色率高、易于洗涤的染料拼色。
3.分散(还原)染料要加强染料的搅拌(研磨),严格控制染料细度,提高染液的扩散性能。
4.根据染料性能制定合理地染色工艺,提高染料固色效果。
5.深色分散/活性一浴采用分/活一浴皂洗剂,特深色采用分散、活性两浴法工艺牢度较好。
6.柔软整理采用自乳化嵌段硅油防止染料向织物表面迁移;定型时在保证布面平整度和缩水率的前提下尽量降低定型温度。
7.加强皂洗,最有效地办法是采用酸性皂洗剂彻底中和织物上的碱剂,选择合适的固色剂,以提高织物各项牢度。
皱条、压皱印
一、产生原因:
1.涤/棉(人棉)混纺织物坯布纬纱定型效果不一致,在印染加工湿热、高温状态下产生不同程度的收缩。
2.机械平整度不够,轧车各部位压力不均匀(轧车磨损、轴承磨损、两端气压不一致)导布辊之间不平行等使织物经向受到不同的张力 而产生折皱。
3.导布辊之间、导布辊与轧辊之间间距过大。
4.热风烘燥时风量过大,织物运行不平稳产生折皱。
5.涤纶混纺织物前定型温度过低、门幅太窄、脱针等。
6.丝光扩幅不够门幅过窄;布铗丝光机的布铗磨损变形、脱铗、两边链条磨损不一致等。
7.织物纬斜过大。
8.弯辊磨损或角度不对扩幅效果差;导布辊弯曲变形。
9.磨毛织物在磨毛前织物折叠堆压布面不平整,磨毛时形成压皱印;涤纶混纺织物染色前折叠存放温度过高、时间过长形成压皱印。
10.紧密织物采用折叠堆置汽蒸方式,汽蒸时容易产生压皱印。
二、预防措施:
1.加强机械设备的维护保养,保持机械平整度,轧车压力均匀,提高设备品种适应能力。
2.坯布出现纬缩条时可采用坯布定型;染色前定型要确保温度达到染色温度以上。
3.织物磨毛前道工序落布采用打卷方式,防止压皱印产生。
4.紧密织物采用冷轧堆前处理工艺,可杜绝压皱印。
5.加强定型机、丝光机轨道(链条)的检查,保持两边链条长度一致,布铗、针钣完好。
6.织物热风预烘时,根据织物特点合理调节循环风机的风量,稀薄织物降低风量。
7.严格控制各工序织物纬斜,有整纬装置的整纬时不能起皱。没有整纬装置的机台进布与出布纬斜程度,相差太大及时查找原因及时处理。
编后语
在印染技术日新月异的今天,印染加工要适应低碳环保的要求,依靠技术进步应用性能优异的纺织印染助剂实现低温、高效地短流程加工方式提高生产效率、降低生产成本。强化企业质量管理,做好产品的产前准备工作,制定可能出现的质量、技术问题的防范措施,做到以预防为主。加强工序质量控制,确保产品一次成功率,杜绝大批量返修和疵品产生,提高产品质量信誉和企业知名度。
苏州绸都网络科技股份有限公司 版权所有@2004-2026 增值电信业务经营许可证:苏B2-20100323 网站备案号:苏B2-20090135
 苏公网安备:32050902100442号|
苏公网安备:32050902100442号|
 国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业
国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业




















{kind=link}