资讯会员登录
使用合作网站帐号登录


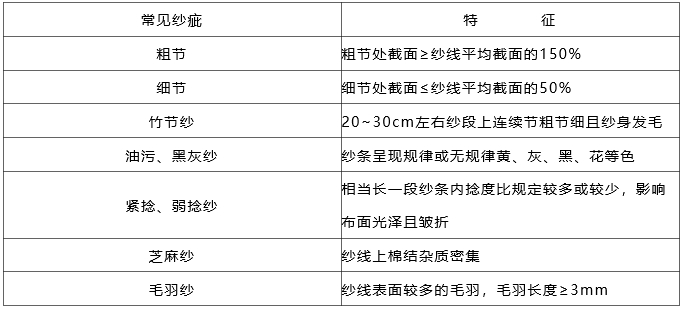
转杯纱疵及其特征
纱疵是纺纱过程中产生的纱线疵点,是考核棉纱线质量的一项重要内容。转杯纺的常见纱疵见下表。
转杯纱纱疵产生的原因除原料、喂入品质量、工艺配置外,主要与设备的运转状态;操作、维修、管理及车间温湿度等因素有关,现分述如下。
设备机械状态与纱疵
设备机械状态不良是产生纱疵及成形不良的主要原因。
(1)成纱的粗细节纱疵主要为喂入部分状态不良所致,其机械原因主要有喂给喇叭损坏,喂给罗拉积花,轴承损坏、轧煞、打顿,离合器间隔不当,齿轮磨损等。
(2)成纱中的竹节纱疵与分梳辊状态不良有关,如分梳辊锯齿毛剌、倒齿、断齿绕花,转速过慢、辊轴运转呆滞,与罩壳间隙不当等。当纺杯与密封盖间隙过大,纺杯凝聚槽毛刺挂花时,也会产生竹节纱。
(3)成纱弱捻主要与纺杯等加捻元件有关,如纺纱器未锁紧而发生漏气或密封圈失效,纺杯压轮压入量过小或转动不灵活致使纺杯转动打滑,纺杯负压低,龙带损坏等都会造成弱捻纱。
(4)当阻捻头、引纱管、导纱器等机件损坏起毛时,必然会与纱条摩擦而拉毛纱线形成毛羽纱。
(5)当排杂部分状态不良时,会产生棉结杂质密集的芝麻纱。如分梳辊锯齿磨损影响杂质的清除;排杂孔堵塞、排杂腔积杂;工艺排风堵塞时杂质排不出去等。特别是自排风式转杯纺纱机,当工艺排风不畅时会使车头部分的若干锭子严重断头,难以开车。当硬杂质嵌入纺杯凝聚槽时,还会造成纱线的规律性不匀及强力不匀。
(6)筒子成形不良主要由引纱卷绕部分状态不良所致,如引纱皮辊起槽、加压不当,张力牵伸过大或过小,导纱器损坏等。
运转操作与纱疵
转杯纱的许多纱疵是由于值车工的运转操作不当而造成的。
(1)接头时带入飞花,回丝,棉条接头包卷不良等都会在成纱中形成粗节、细节或竹节纱。
(2)接头时纺杯清扫不彻底(自排风式),断头后长时间不接;采用油手接头,接头时带入油污疵点;筒子落地、容器不清洁等会污染纱线,造成黑灰纱和油污纱。
(3)值车时新旧棉条混用或棉条错用,喂入棉条破条,将会造成色差或筒子成纱特数与规格不符。
维修保养与纱疵
维修工作的质量好坏,也直接影响成纱纱疵的多少。
(1)喂给板加压过重或过轻,会使棉条分层而产生意外牵伸,造成成纱重量不匀率增加。
(2)喂给喇叭安装不当,集体生头时喂给罗拉过早给棉,都会造成成纱的粗节或细节。
(3)隔离盘安装不当,纺杯清扫周期不当或清扫不彻底,会造成纱条干不匀和形成黑灰纱。阻捻头用错时,成纱会因捻度不匀而形成色差或造成毛羽纱。
工作环境与纱疵
车间工作环境包括两个方面,即车间空气含尘量和车间温湿度。二者都与成纱纱疵有一定的关系。
(1)车间含尘量直接影响转杯纱的纱疵,若车间尘埃较多时,尘埃(包括5mm以下的短绒)会随大量空气被吸入纺纱器。在纱道通路上累积到一定程度时,会产生粗细节,形成竹节纱疵和煤灰纱。因此减小转杯纺车间含尘量是提高成纱质量,减少纱疵的重要措施。减小车间空气含尘浓度,应从两个方面入手,一是将转杯纺纱机单独设在一个车间,与前纺尘杂排出较大的车间隔开,二是减少自身尘源的产生,即加大排杂吸风量和工艺排风量,防止排风管道堵塞,避免尘杂溢出。
(2)车间温湿度对纱疵的影响,当温度在一定范围内时,纱疵比较稳定,但当温湿度超过一定限度时,纱疵呈上升的趋势,所以转杯纺车间温度应控制在28℃,相对湿度控制在60%~70%时较为合适,但由于冬夏季气候的影响不同,其温湿度控制的要求也有所不同,冬季温度应大于20℃,相对湿度在60%~65%,夏季温度应小于30℃,相对湿度在65%~70%。
苏州绸都网络科技股份有限公司 版权所有@2004-2026 增值电信业务经营许可证:苏B2-20100323 网站备案号:苏B2-20090135
 苏公网安备:32050902100442号|
苏公网安备:32050902100442号|
 国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业
国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业




















{kind=link}