资讯会员登录
使用合作网站帐号登录


纺织面料煮漂及染色加工一般都在溢流缸中进行,整个加工过程中织物都保持绳状状态,纤维在染机中不断弯曲变形,原来的氢键不断被破坏,新的氢键不断形成,有时新形成的氢键不能完全回复,故而在织物表面形成鸡爪印、死折痕。
如何防止溢流机染色时织物上的“鸡爪印”?
各种纤维织物在溢流机上染色时,不论是在常温(100℃)还是高温高压(130℃/0.19 MPa),都有可能形成“鸡爪印”(以下称折印)。
形成折印的因素主要有:
1、纺纱织造上的潜在因素
例如纱线条干不匀和加捻后捻缩差异,织造时的张力松紧、密度差异,尤其是高支高密织物,都会直接影响后道工序。
在湿热处理过程中,往往因纤维(纱线)的收缩不同丽形成折印。所以,克服折印,织物最好要经过丝光和预缩处理,尤其是丝光后使棉纤维分子重排,结晶度提高,以减少因纺纱织造引起的折印。
2、混纺织物中两种或多种纤维的热收缩性不一致
有时织物虽在前处理后加了一道预定形,但有时仍残留着应力,尤其在130℃时热收缩性差异更为显著。因此两种以上的纤维组分会因为它们的热收缩率不同而形成折印,虽然经预定形,有时也无济于事(见下图)。
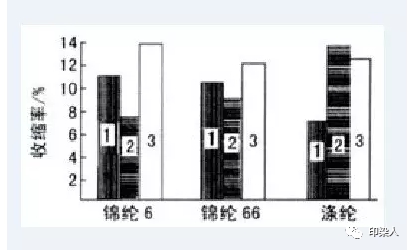
1一沸水改缩;2一热空气收缩【190℃×15 min);3-饱和蒸汽收缩(锦纶6为125℃×3 min,锦纶66和涤纶为130℃×3 min)
笔者认为,染色之前进行预定形是一种办法。但实践证明,预定形的温度高于后定形温度效果较好。另外,如果条件具备,可采取平幅一绳状一平幅的综合加工,效果则更好。
3、染色浴比太小,形成染色缸内的折痕。
浴比小,不仅容易染花,更容易形成折印,尤其是轻薄和高密织物,如涤平纺、春亚纺之类。染色缸内造成弹力针织物折痕的主要因素有:喷嘴压力大小和提升辊运转速度;缠车、压缸、堵布;染色升降温速度。
A.喷嘴压力大小和提升辊运转速度
染色过程中染色机喷嘴压力的大小和提升辊运转速度快慢之间的配合与协调是染色操作工根据工艺实践、针对不同布种进行控制和熟练掌握的对于厚重织物染色机的喷嘴压力应适当调大一点,提升辊速度则放慢一点,这样才能顺利推动织物正常运行;而轻薄织物则相反,需要将喷嘴压力适当调小,提升辊速度增加一些,减小水流量与提升辊和织物之间受到的张力,从而减小染缸内织物表面拉伸而造成的折痕现象。
B.缠车、压缸、堵布
染色缸内的缠车、压缸、堵布引起的布面折痕一般由以下几个原因造成:
一是投染缸量过大,浴比小,织物在缸内循环周期长,相互折叠、挤压,布面很容易生成鸡爪痕或折痕。染色排缸一定要注意缸量大小,一般按容布量的60%~70%安排生产,避免缸内织物运行不畅造成的折痕现象;
二是织布的断纱或进缸前接头不牢引起的断布堵在缸内,长时间在高温条件下、加上水冲形成的堵布折痕。要求操作工坚守岗位,注意观察染缸内坯布运行状态,尽早发现,及时处理;
三是湿强度比较差的再生纤维素纤维,如莫代尔、黏胶纤维、竹纤维织物,在染缸内加色、修色时间过长引起断布,造成的压缸折痕;这类产品剪样对色,发现颜色相差较大时,应先水洗出缸,套色接近后再进缸染色;色花严重的协商客户改为深色,尽量不要采取剥色后回修,以避免纤维湿强度差而在缸内断布现象。
4、升/降温速度过快
在溢流机上染色,升温和降温都会直接影响纤维的收缩率,从而形成折印。对锦纶等热塑性的纤维来说,一旦形成折印,将是不可逆的。因此,在染色时特别需注意在纤维玻璃化温度前后10℃内就需缓慢升/降温,一般以1℃/rain的速度为宜。
染色过程的升降温速度,不仅影响染色的匀染性,而且还制约染色后织物的手感和布面折痕程度。热加工温度若控制不当,造成织物表面温度聚热或聚冷,会因纤维热收缩引起布面折痕。生产实践中曾经出现过,因操作工违反工艺规定将升降温由计算机自动控制改为手动后,出现的布面折痕现象,有时甚至是严重的折痕。所以,染色过程严格按计算机程序,采取缓慢升降温不但有利于匀染,还有利于减少布面折痕。因此,强化员工工艺纪律教育,对控制染色过程的折痕很有必要。
当然在玻璃化温度前后10℃之外一般可提高升降温速度,以缩短加工时间。有时为了加快升降温速度,但又要防止折印,染色时除加入匀染剂外,还可添加浴中抗皱剂或浴中柔软剂2—3 g/L,通过降低织物刚性,改善柔软度,减少染色时产生折痕的几率。如涤/棉和涤/涤超细纤维制成的仿革类厚织物,除了选择超细纤维专用分散染料系列外,为了防止在溢流染色时形成折印,可在染浴中添加上述两种助剂。
这类助剂品种较多,选用时要注意:①和染料的亲和性与混用性;②要求低泡或无泡,以防止堵布或多耗消泡剂;③要耐高温和弱酸性介质;④需经试验后择用。
5、热处理后的织物不能瞬间冷却
实践证明,无论何种织物,从前处理开始到染色结束,每道热处理后不能停机排放残液,然后再换冷水进行清洗,否则堆积在机内非常热的织物,瞬间遇冷会形成折印,尤其是合纤及其混纺交织物更为显著。
因此,终止染色后不要急于排液,而应在织物运行中先逐步加入冷水至溢出染机后,流动水洗片刻,待织物和机体的温度都有所下降后再排液,甚至换液清洗。这种方法若用于卷染机还可减少“松板印”的产生。冷热缓冲有利于染色加工。
6、加工设备的合理选择
能采用平幅设备加工的织物,如尼丝纺、涤塔夫、全棉高支高密织物等,尽可能不采用溢流机。事实上各种织物的染整加工都有其适用的设备,应根据织物的性能和最终用途来选择。
苏州绸都网络科技股份有限公司 版权所有@2004-2026 增值电信业务经营许可证:苏B2-20100323 网站备案号:苏B2-20090135
 苏公网安备:32050902100442号|
苏公网安备:32050902100442号|
 国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业
国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业




















{kind=link}