资讯会员登录
使用合作网站帐号登录


涤纶DTY生产中有时会遇到大量僵丝,且采取各种措施也很难有效解决。这种含有大量僵丝的DTY织物染色后有明显色斑,麻感显著,外观有提花风格,如果人为控制其规律,生产出这种别有风格的长丝,不失为一种好的选择。竹节丝就是这种含有大量僵丝的长丝。
1试验生产原料、设备、工艺
POY物理指标如下:规格171.7dtex/48f,纤度不匀率0.45,强度2.34cN/dtex,强度不匀率2.89,伸度118.1,伸度不匀率3.65,条干0.86,条干不匀率0.18。设备为法国ICBT公司的FTF-8E3加弹机。工艺流程如下:POY→第一罗拉→止捻器→变形热箱→冷却板→假捻器→第二罗拉→定型热箱→网络喷嘴→第三罗拉→感丝器→上油罗拉→DTY
2僵丝的种类(2)叠捻丝由于加捻时形成重叠捻度,当丝条处于紧张状态时不明显,而处于松弛状态时叠捻成枝岔状突起,手感发硬;
(3)紧捻丝单丝之间焙融粘结形成节点,用一定外力甚至拉断也不易打开,手感发硬,同一只筒子一般不会只有少数几处,常常是整只或半只筒子中出现;
(4)未解捻丝(即紧点)它是沿变形丝条轴向有紧捻的细节,手感发硬,丝束蓬松性差,用一定外力可以拉开。紧点使织物表面条文不清晰,染色时有色花。
3产生僵丝的原因1DTY工艺参数的影响1拉伸比(DR)拉伸过程中,由于取向和结晶效应使内能增加,其弹性回复力也增大。另一方面,由于DR与张力的比值K(T/T)成正比,而DR增大,加捻张力T1增加较小,解捻张力T2增加较大,并且T2的增大量大于弹性回复力的增大量。因此DR增大,僵丝减少,反之则解捻张力的减少量也大于弹性回复力的减少量,致使解捻张力不足于克服弹性回复力,随即出现僵丝。
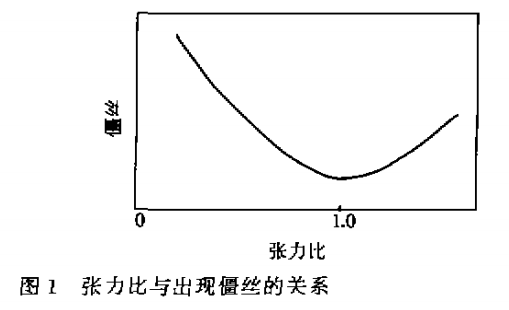
2速比(D/Y)在机速、DR、摩擦盘数基本确定后,通过调节D/Y来控制张力比(K)的大小,使接近1.0,这时变形加工的稳定性最好,僵丝最少,如图l所示。
K小于1.0时,D/Y减小,加捻张力T1增加较少,而解捻张力T2增加较多,易造成明显的张力波动,致使假捻效果不佳,产生僵丝。K大于1.0时,增大D/Y比,T2下降较多,而T1略有增大,不能充分解捻,出现叠捻丝。
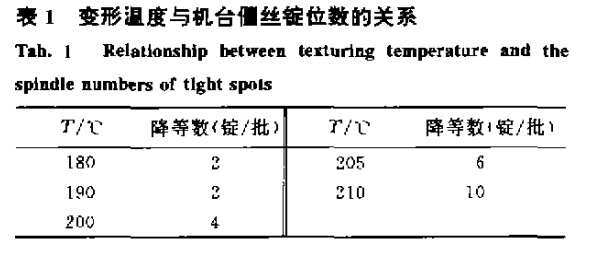
当变形温度设定太高,油剂对丝条的保护受到破坏,同时丝束与摩擦盘问的摩擦,使局部累积的热量不易散发出去,局部温度可到达熔点,形成熔融紧点;变形温度过高也会使油剂粘度下降,丝条容易滑动,不能充分退捻,产生紧点。而温度过低,则拉伸时所需热量不足,丝束在热箱内不能变形,产生长段僵丝一般情况下变形温度应控制在180~200℃,最高不超过210℃,在不同变形温度下单面机台(108锭)产生僵丝的锭位数见表1。
一般情况下,加工速度取决于原丝品种和质量,加工粗旦丝时速度可高一些,加工细旦丝时速度要低一些;速度增大,断头增加的同时紧点也增多;另外摩擦盘组合对丝束的假捻效果也有影响,摩擦盘数增加,则加捻作用提高,假捻效果显著。如果摩擦盘数过多,丝条易打滑产生紧点,用全陶瓷盘时,加工165dtexDTY可采取1-9-1组合,加工110dtexDTY采取1-7-1组合,加工83dtexDTY采取1-6-1组合。
如POY的条干不匀率偏高,后加工时系统张力不稳定,在一定范围内来回跳动,这时DTY可能同时出现僵丝和毛丝,一般u%值要求在1.2以下,或CV值在1.5以下。
2油剂类型和上油情况油剂的耐热性、润滑性、耐磨性、界面特性等对POY的后加工有直接影响,如果油剂的耐热性差、挥发性大、高温下易分解,丝条后加工时不仅易产生毛丝、断头,而且会引起摩擦力波动,从而造成假捻张力波动而出现长段僵丝;如果油剂界面特性不好,将引起纤维表面上油不匀,后加工时易出现点状僵丝,POY的含油量要求适中,后加工使用摩擦盘时POY含油一般控制在0.25~0.4,若上油率过低,则丝束的抱合性差,易产生毛丝和僵丝。若上油率过高,后加工时白粉增多,易出现丝条滑动、假捻张力波动,产生僵丝;而且由于油膜太厚,热量不易散发出去,易产生紧捻丝;同时热结焦滴油增多,严重影响DTY质量。
3飘丝的影响当POY有一根飘丝时,加工一个满卷POY一般出现两次断头,且易出现长段叠捻丝,这是由于丝束在飘丝处产生毛丝团,从而引起张力瞬间波动,并且由于纤度变细,使捻度超过正常捻度范围造成的。当POY同时出现二到三根飘丝时,后加工时僵丝、断头较为严重。
3设备状态的影响设备完好率和设备卫生状况对DTY质量有直接影响,使用机台必须在工艺要求下运行并保证丝道平滑,减少对丝条的磨损;同时须加强设备检查和锭位管理若止捻器破损,它可使丝条偏离正常丝道致使捻度传递到自由区,造成张力波动和丝条磨损,同时出现僵丝、毛丝;若假捻盘、第一罗拉、第二罗拉使用时间过长磨损严重,或没有安装好出现跳动,将造成丝条打滑、张力波动,出现僵丝;若热箱太脏、结焦严重,不仅损伤丝条,也使丝条受热不匀,这时毛丝、僵丝均多;若摩擦盘太脏、白粉过多,丝条在假捻盘处易打滑,引起张力波动,出现僵丝。
4操作和丝路的影响POY加弹时要经各罗拉、导丝器、热箱、冷却板、假捻器等才能生产出合格的DTY,若某一环节出现错误(丝路不对),会导致DTY质量异常。当丝条偏离第一热箱进口槽时,丝条受热明显不足,张力波动大,出现长段僵丝,当丝条跳出冷却板时,丝条冷却不充分,系统不稳定,张力波动大,僵丝也多。加弹POY时,如果采用接尾丝操作,“结点”不仅改变了线密度,而且引起丝条受热不匀,张力瞬间波动,从而产生长片段僵丝。
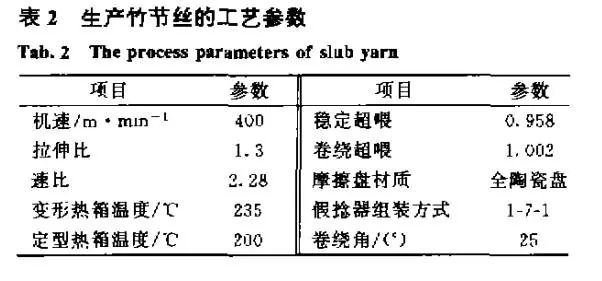
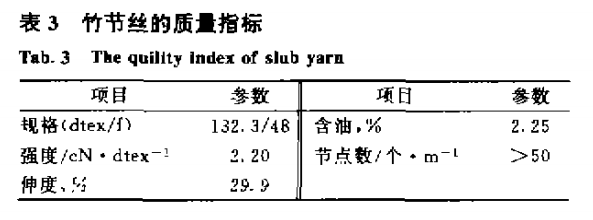
4利用僵丝生产竹节丝低拉伸倍数、高变形温度(接近涤纶软化点)和小假捻张力将使出现周期性的僵丝。可利用这 种周期性出现的僵丝来生产竹节丝。因为变形温表3竹节丝的质量指标度接近软化温度,大分子的塑性很强,内应力较大,须提高定型温度对丝条进行补充热定型,消除内应力,使竹节丝的结构趋于稳定,改善了丝饼的遇绕性能。定型温度一般可控制在190~220℃,用于生产竹节丝的工艺参数见表3。
假捻张力的波动会均导致产生僵丝,如生产涤纶DTY时工艺设定不合理,POY及其油剂质量差、上油不均、飘丝,加弹丝路太脏、破损、错位、接尾丝等均会产生僵丝。
调整工艺可使僵丝周期性地出现,生产出风格独特的竹节丝。
苏州绸都网络科技股份有限公司 版权所有@2004-2024 增值电信业务经营许可证:苏B2-20100323 网站备案号:苏B2-20090135
 苏公网安备:32050902100442号|
苏公网安备:32050902100442号|
 国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业
国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业




















{kind=link}