资讯会员登录
使用合作网站帐号登录


以83dtex/72f低弹网络丝为例,讨论了全消光涤纶DTY的生产工艺。结果表明:仿制全消光涤纶DTY时,加工速度低于630m/min,拉伸倍率DR为1.64,第一和第二热箱的温度分别选择190℃和140℃,摩擦盘的材质要求选用聚氨酯摩擦盘,可以制得合格的DTY产品。
随着国内外聚酯产能的大规模扩张,涤纶长丝的市场竞争日益激烈,产品利润空间越来越小,生产企业只有通过生产技术的大胆突破创新,开发生产出高技术含量、高附加值的产品,才能提高效益,增强企业在市场上的竞争力。根据市场调研发现,全消光涤纶长丝在国内已经有不少的需求。用全消光长丝开发的全消光织物,手感柔软、光泽柔和、色彩鲜艳,织物的悬垂感好,在高档男女服装和装饰布领域得到了广泛的应用。本文在总结实践经验的基础上,以83 dtex/72f的低弹网络丝为例,对全消光涤纶DTY的生产工艺进行了研究。
实验
01 原料及指标
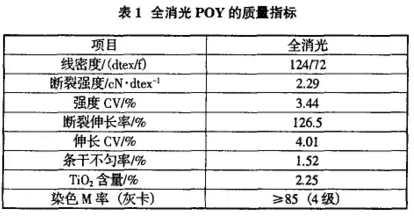
02 主要生产设备
德国Barmag公司FK6M一700型高速加弹机,三轴叠盘式摩擦假捻器,天津爱尼公司的聚氨酯摩擦盘。
03 仪器
UsterⅢ型强伸仪,UsterⅥ型条干仪,德国施密特公司测速仪。
04 工艺流程及工艺参数
全消光POY→原丝架→第一罗拉→变形热箱→冷却板→假捻器→第二罗拉→网络喷嘴→定形热箱一第三罗拉→上油轮→卷绕成型→全消光DTY
结果与讨论
01 加工速度
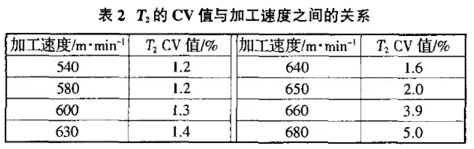
DTY的加工速度主要受POY内在质量和加弹机本身最高机械速度的影响。在研制 83dtex/72f 全消光涤纶低弹丝的过程中,加工速度过高,解捻张力不匀率(CV)值急剧上升,假捻张力很不稳定,丝条与各级瓷件之间的磨损也加剧,单丝断裂形成毛丝和断头的几率增加,操作过程的难度也相应增加,DTY易出现僵丝和毛丝、锭位之间的色差和DTY的退绕性能及染色不匀等质量疵点。
主要是因为TiO2 的含量增加,POY的内在结构规整性被破坏 ,解捻张力T2的CV值和条干不匀率均有所上升,导致在拉伸变形中的张力波动增加。实验结果,加工速度低于630 m/min时,生产较为稳定,如表2所示。
02 拉伸倍率DR
拉伸倍率是涤纶长丝后加弹的一项非常重要的工艺参数,可以说,DTY纤维的各项质量指标都与拉伸倍率有关。随着拉伸倍率的提高,POY所受的拉伸应力增加,非晶区的取向增加,应力诱导下结晶增强,假捻张力稳定性提高,假捻的效果提高,紧点和僵丝等疵点减少,染色的均匀性提高。
所以从纤维染色均匀性的角度考虑,拉伸倍率可以适当提高。但全消光丝中的Tio2:使其抗张能力降低,后加弹中单丝较易断裂,形成毛丝,甚至断头。综合两方面因素,纺制 83dtex/72f 全消光涤纶DTY时,拉伸倍率DR选定为1.64较为适宜。
03 D/Y比
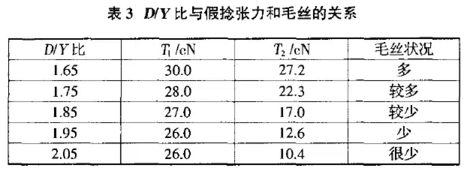
D/Y比指摩擦盘的表面速度与丝条离开假捻器的速度之比。随着D/Y比的增加,加捻张力略有下降,解捻张力下降较大,毛丝减少,见表3。但是,随着D/Y比的上升,摩擦盘的转速增大,丝条在摩擦盘间的打滑更加严重, 张力的稳定性随之下降;
加之TiO2:容易在纤维表面集聚,摩擦接触的面积变小,摩擦因数相应变小,所以导致全消光纤维假捻的效果比半消光的品种略差。因此,在全消光涤纶的生产中,D/Y比应控制在1.8~2.0之间。
另外,全消光涤纶低弹丝大都是细旦多孔复丝品种,因此,摩擦盘的材质要求选用对于丝条损伤小、弹性好的材料。试验中使用天津爱尼公司的聚氨酯摩擦盘,效果较好。
04 热箱温度
加弹机的两个热箱中,第一热箱主要对丝条提供拉伸变形所需要的热量,同时对丝条进行定形,与纤维的染色均匀性和卷曲收缩性能有直接的影响。由于TiO2:含量的增加,POY的内在结构规整性被破坏,因此,加工全消光涤纶时,第一热箱的温度应低于普通半消光纤维的。
第二热箱主要对丝条进行补充热定形,消除纤维在拉伸变形过程中产生的内应力,提高成品的尺寸稳定性,对于纤维的沸水收缩率、卷曲收缩率和染色均匀性有着直接的影响。纺制 83dtex/72f 全消光涤纶DTY时,第一、二热箱温度分别选择在190℃和140℃较为适宜。
结论
纺制 83dtex/72 f 全消光涤纶DTY时,加工速度低于630 m/min,拉伸倍率DR为1.64以及第一、二热箱温度分别选择在190℃和140℃,生产较为稳定。其中,加工速度、拉伸倍率DR和第一热箱的温度低于生产普通半消光纤维加工中的相应量。摩擦盘的材质要求选用对于丝条损伤小、弹性好的聚氨酯摩擦盘,效果较好。
苏州绸都网络科技股份有限公司 版权所有@2004-2025 增值电信业务经营许可证:苏B2-20100323 网站备案号:苏B2-20090135
 苏公网安备:32050902100442号|
苏公网安备:32050902100442号|
 国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业
国家电子商务试点企业国家财政部重点扶持项目国家中小企业公共服务示范平台江苏省软件企业




















{kind=link}